

We get requested a number of questions on 3D printing, and rightfully so; it’s a sophisticated world! After spending numerous hours answering cellphone calls and emails, we realized we should always in all probability have a useful resource for some primary info, to assist these new to the superb 3D printing universe. So with out additional ado, welcome to the…

You could have some questions, we’ve some solutions.
1. How a lot stuff can I print with one roll of filament?
A: With the intention to reply this, we have to contemplate a couple of issues. I’m gonna throw out some jargon, however don’t fear, I’ll clarify all of it in a minute.
• We have to know the scale of the article
• We have to know the proportion of infill
• We have to know whether or not or not the half requires assist materials
For starters, we all know that every roll of filament is 1 kg, or round 2.2 lbs of fabric. So to be able to decide how a lot we will get out of this, we want a pattern half. We’ll start with one thing easy, like a chess piece. We’ll use a pawn for this instance.
So the very first thing that I do after I wish to decide the burden of a component, is open up the software program MatterControl. (It’s a printer management software program out there without cost on our web site.) Then I drag the file for the half I want to check, and drop it in the principle window. From there:
1. I click on “Superior Controls”
2. I click on Slice Settings
3. I’m going to the “infill” menu choice
4. I set the worth to “.5”
Word you can set the worth wherever between 0 and 1. Infill is the plastic contained in the half that gives inner assist. You could have the choice of constructing it utterly hole, or making it utterly strong. For testing functions, we’re going to place it at a hefty 50 %.
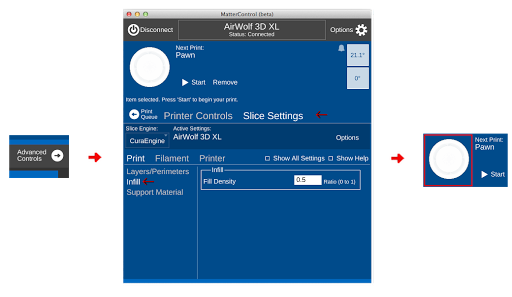
Comply with the arrows!
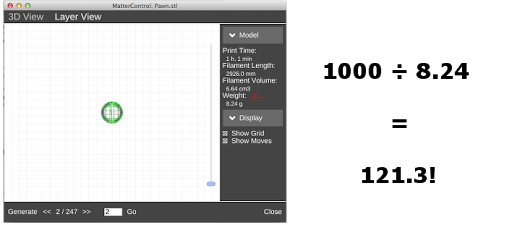
Now:
1. Save your adjustments
2. Click on on the preview window for the half you’ve got chosen.
3. Swap from 3D view to layer view
4. Press generate.
The window will now slice the half. As soon as it finishes, it will provide you with details about how a lot it weighs, how a lot plastic can be extruded, and a tough estimate of how lengthy it’s going to take. As soon as the burden of your half, you possibly can decide how a lot materials can be used. Merely divide the whole weight of the filament roll, by the burden of the half you want to create, and you’ve got a detailed estimate of what number of you can also make. Within the case of this small chess piece, at a 50 % infill, the quantity is 121.3.
Wow, that’s a number of chess items!
{kind=link}
Aww, no person informed me I needed to do math!
If you wish to make one thing larger in fact, the method is precisely the identical. That’s except you print one thing requiring…
SUPPORT MATERIAL
Assist materials is just like infill besides it used on the skin of an object. Usually it’s used when an object has an overhang or bridge. Sizzling plastic doesn’t droop itself within the air very effectively, so on massive or sophisticated components, it might be sensible to allow assist materials. Assist materials is a little bit of sport changer although, as a result of it does require additional filament. Simply make sure to take discover of whether or not or not assist materials is enabled earlier than you identify the whole weight.
2. How lengthy will my print take to complete?
A: I briefly talked about above how when slicing an object to search out out it’s properties, additionally, you will see a time estimate. Whereas that is pretty self explanatory, there are a couple of layers to this that we should always contemplate. With out slicing the article, you may get a primary sense of how lengthy a print will take by understanding some key slicing choices. These are:
1. Layer Peak
2. Infill
3. Print Pace
4. Assist Materials
1. Layer Peak is a reasonably easy idea. It’s precisely the peak of every extruded layer. That is the largest issue when figuring out the print velocity, as a result of quantity of layers adjustments drastically, relying on the enter worth to your layer peak. You will discover this within the slice settings as soon as once more. It ought to be famous that you just can not enter a layer peak that’s bigger than the scale of your nozzle, and nonetheless have the layers join. Usually talking, a layer peak of .2 mm will take half the print time of a print with a layer peak of .1 mm. In case your nozzle head is .5 mm, you’ve got many choices for the standard, and the velocity of your print.
2. We already lined the fundamentals of infill, but it surely’s good to recollect: in case you improve the infill, the quantity of plastic used goes up, and so does the print time.
3. Print Pace is a extra in-depth perform of our software program, and most printers include default settings which can be suited to their use. Nevertheless, in case you actually wish to get your components performed quick, that is the place to go.
4. Once more, we briefly touched on the fundamentals of assist materials, however relying on the mannequin, it might add a major quantity of plastic to the print.
3. Why received’t the plastic extrude correctly?
A: 3D printing is difficult beast, and there are various potential the explanation why your extruder is having issues. The very first thing to do, is to just remember to know what materials you’re utilizing, and that you’ve got the correct temperature settings.
Every materials has a great vary of temperatures*, so we’ll go over every in flip.
PLA: 190-210°C**
ABS: 220 -240°C
NYLON: 240C-250°C
LAYWOOD: 175-250°C
LAYBRICK: 165-210°C
SOFT PLA/BENDLAY: 220-235°C
GLOW IN THE DARK PLA: 185-205°C
PVA: 170-190°C
*These temperatures are suitable with most printers, however you must all the time examine with both your producer or different 3Ders to ensure your printer follows the identical pointers.
**Word for MakerBot Replicator 2 customers: The Replicator appears to run a bit cooler than different printers, so though it might appear that it’s operating on the incorrect temperature, know that the default settings are as a rule right.
When you’re having hassle with any explicit filament. I like to recommend beginning on the highest beneficial temperature, and with every try, scaling your temperature again 5 levels till you attain the optimum temperature to your setting. It is also necessary to be sure that your filament is being fed into the extruder correctly. If there’s an excessive amount of pressure, the filament can get floor out, or worse, break.
When you strive a variety of temperatures to no avail, and also you’re certain that your filament is being fed with minimal pressure, you will have a jammed extruder.
4. I believe I could have a jam, what do I do subsequent?
A: Alright, so you believe you studied your printer has jammed. Don’t panic! There are various issues that may be performed. We now have a way more in-depth article, that could possibly provide help to additional, out there right here. It ought to be famous that jams will be very tough, so it by no means hurts to get as a lot info as potential. Nevertheless, in case you simply desire a primary rundown, I’ll strive that will help you out right here.
The 2 most typical kind of jams are as follows:
• The print nozzle being too near the mattress, subsequently not permitting the filament to be launched*
• Leaving the warmth on whereas the filament sits unattended for an prolonged time frame.
*This may generally be solved with a easy leveling of the mattress. Both with the {hardware} on the printer or via the automated mattress calibration function in MatterControl.
There are two very primary strategies to unclogging your hotend.
1. Warmth your printer as much as a barely larger than regular temperature, and try and push the filament via. As an illustration, when you’ve got a PLA jam, we suggest heating to 220°C(245°C for ABS). That is a lot larger than is important for regular prints, however not excessive sufficient to be harmful.
2. Warmth your printer as much as the usual temperature and push the filament a part of the way in which via. Then, enable the filament to chill to about 80°C (135°C for ABS). After it will get to that temperature, slowly retract the filament till the drive block is obvious. In the perfect case situation, you’ll pull up something that the filament bonded with whereas sizzling, thereby cleansing the hotend and drive block. I’d suggest that you just do that from time to time anyway, as a result of buildup within the extruder can sometimes trigger jams.
5. How ought to I retailer my filament?
A: At this level in your 3D printing profession, you will have come to grasp that filament is one thing that must be taken care of, to a sure extent. You see, most forms of filament take in moisture from the air, which might make it brittle or degrade. Within the case of one thing like nylon, it could possibly produce bubbles within the print. Let’s cowl the fundamentals for every kind of filament.
PLA/ABS: After we ship these supplies, we’ve them sealed in a bag with a packet of dessicant. While you recieve the package deal, it is advantageous to depart them within the baggage earlier than you employ them. When you open the package deal, it’s completely acceptable to place the filament with dessicant in a big zipper storage bag, or one thing comparable.
LAYWOOD/LAYBRICK: The packaging for this filament exposes this filament to the open air, so that you need not fear about something out of the peculiar. Conserving it someplace dry ought to suffice.
SOFT PLA/BENDLAY: Just like the earlier filament, these supplies don’t have to be saved any manner specifically. Simply holding them from getting instantly moist ought to be greater than sufficient.
NYLON: Nylon then again, is EXTREMELY succeptable to absorbing moisture. Even in a reasonably dry envirionment, it could possibly take in the greater than sufficient to disrupt a print in as little as 24 hours. Luckily, this filament will also be dried out. For that reason, it isn’t solely essential to retailer your filament in a sealed bag with dessicant, however earlier than printing, some clients have discovered it helpful to dry it within the oven at low temperatures (200°F) for an hour or two.
GLOW IN THE DARK PLA: One other filament that have to be stored in a sealed bag. This among the many barely extra absorbant filaments, so deal with with care.
PVA: While you buy this filament, it’s going to are available in a sealed bag with a dessicant packet, generally two. This can be a water soluble filament, so holding it dry is totally vital. If it will get moist, it’s going to in a short time grow to be unusable. I like to recommend holding it within the authentic packaging so long as potential. If you have to put it in a zipper bag, contemplate doubling down on dessicant.
Usually in case you comply with these pointers, you should not have an issue. There are occasional exceptions, as not all environments are the identical. It must also be famous that frequent temperature fluctuations appear to extend the possibility of constructing a filament flip brittle.
6. Why received’t my prints stick with the mattress?
A: That is depending on two components: Printing materials, and print circumstances.
What we’ll do right here is break down every materials, and the optimum print circumstances for each. (These are all assuming the mattress is correctly degree, which is VERY necessary.)
PLA: Blue Painters tape OR a heated mattress with Kapton/PET tape at 60Cº (Adhesive elective)
ABS/BENDLAY: A heated mattress at 120Cº PLUS some type of adhesive
NYLON: A heated mattress at 75Cº With some type of adhesive
TPE: Blue painters tape OR a heated mattress with Kapton/PET tape at 70Cº (Adhesive elective)
PLA PLA: Blue painters tape OR a heated mattress with Kapton/PET tape at 70Cº (Adhesive elective)
LAYWOOD/LAYBRICK: Blue painters tape
As a fast apart, listed here are probably the most generally used adhesives for 3D printing:
• Aqua Internet Hairspray (Further Maintain)
• Glue Stick
• ABS Slurry
The ABS slurry solely works with ABS, nevertheless, the opposite adhesives are suitable with all forms of filament.
My query isn’t answered right here, the place do I’m going subsequent?
A: In case your query isn’t answered right here, you will have one thing barely extra superior happening. I like to recommend having a look at our assist part. We now have many in-depth articles, relating to software program, {hardware}, and every little thing in between. When you nonetheless can’t discover a resolution, be happy to ship us an e-mail, or give us a name! We’re open from 9:30am – 7pm Mon-Fri and from 10am – 4pm (PST) on Saturday, and we’ll do every little thing in our energy to help you the place we will.
Thanks for studying this FAQ!
– The MatterHackers Crew