

The extruder, a chunk that would decide the success or failure of your print. Shoot for achievement with this straightforward information that may enhance your print high quality.
The extruder is among the most necessary parts on a 3D printer. It’s accountable for sending the correct quantity of filament to the recent finish the place it’s melted and extruded down in skinny layers to make your half. It’s necessary to notice that the extruder will not be the identical as the recent finish, although these phrases are generally conflated. The extruder is often known as the “chilly finish” as a result of the filament is “chilly” when it passes by the extruder on the best way to the recent finish.
There are two primary varieties of extruders at the moment accessible – Bowden and Direct – and there’s a lot of conflicting data on the market about each. In case you’ve learn that “Bowden extruders can’t deal with versatile filament they usually have an excessive amount of stringing”, or “Direct extruders are sluggish and have an excessive amount of backlash” and are available away confused, we’re right here to assist. We’ll stroll you thru the fundamentals to assist perceive the variations and resolve which possibility is best for you.
Extruder Fundamentals
Earlier than we go into the variations between Bowden and Direct extruders, let’s go over the similarities. All extruders have just a few issues in frequent.
Motors
All extruders have motors. Desktop 3D printers sometimes use NEMA 17 stepper motors. “NEMA 17” simply means it has a 1.7” x 1.7” faceplate. Not all NEMA 17s are alike. They are often geared, 0.9degrees/step, 1.8 levels/step, and so on. They’ll have totally different voltage rankings, totally different present rankings, they arrive in quite a lot of lengths, and may present totally different quantities of torque. These particulars aren’t terribly necessary for now, however it’s necessary to level out that none of these specs are inherently higher or worse to be used as an extruder motor. The motor necessities wanted for correct operate of your extruder will largely rely upon the precise setup of the extruder meeting and printer setup.
NEMA 17 Stepper Motor
Filament Drive Gear
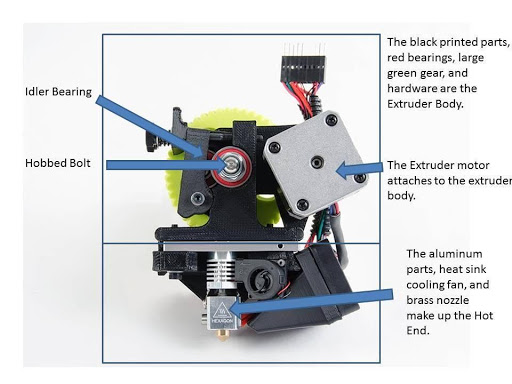
One thing is required to ‘seize’ the filament and extrude it by the recent finish. Due to the massive number of extruder implementations, these usually are not all the identical. The 2 commonest ones you’ll see are small metal gears which have been hobbed, and hobbed bolts. ‘Hobbed’ simply implies that splines or enamel have been lower into it. The gears are mounted onto the motor shaft, and the bolts are sometimes pushed by geared extruder motors.

Hobbed Bolt

Hobbed Gear
Loafer
The loafer is the mechanism that holds the filament towards the drive gear to ensure that it to be extruded by the recent finish. Bearings, PTFE tubing, printed plastic, and rubber wheels have all been used. Some extruders, just like the Bondtech, use 2 drive gears. What’s necessary in regards to the loafer is that applicable stress may be utilized towards the filament on the drive gear. An excessive amount of, too little, or inconsistent stress will result in extrusion points.
Alright then, now that we’ve lined the fundamentals which are frequent to all extruders, let’s get into the variations.
Direct Extruders
Direct extruders are merely extruders which are straight hooked up to the recent finish. This can be a Lulzbot Mini extruder and sizzling finish. It’s a geared, direct extruder operating 3mm filament.
Loafer Gear and HotEnd configuration (Lulzbot)
It’s necessary to notice {that a} direct extruder will not be essentially the identical factor as a direct drive extruder. A direct drive extruder simply implies that the filament drive mechanism is straight mounted to the motor shaft. Each bowden and direct extruders may be direct drive.
Bowden Extruders
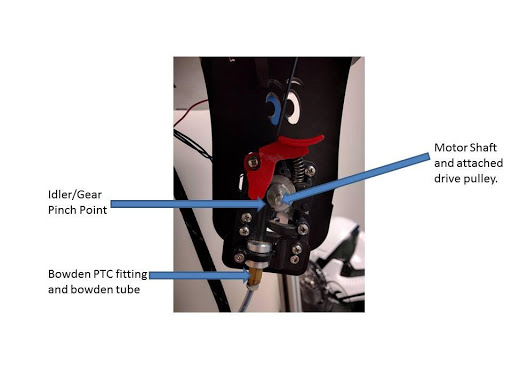
A bowden extruder will not be straight hooked up to the recent finish. As a substitute, a tube extends from the extruder physique to the recent finish. That is referred to as a bowden tube. It’s mostly a bit of PTFE (Teflon ™ ) tubing. The filament is constrained by the tube and travels by it to the recent finish. That is an EZStruder, made by SeeMeCNC. It’s a direct drive bowden extruder operating 1.75mm filament.
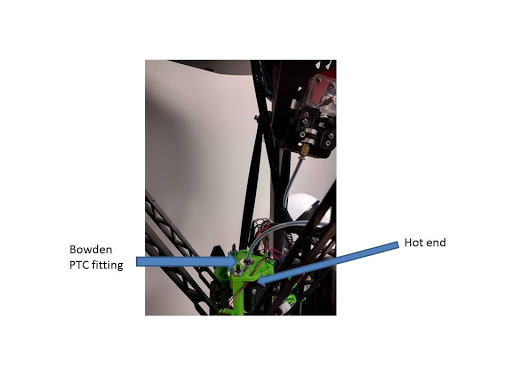
Scorching finish Aspect of Bowden Extrusion
Okay, so which is best?
It might be very nice if one in every of them was far superior to the opposite, however they each have their very own strengths and weaknesses.
Direct Extruder Strengths
One of many fundamental advantages of a direct extruder is the very brief distance between the drive mechanism (hobbed pulley or gear) and the recent finish. A shorter distance offers higher responsiveness to extrusion and retractions. It additionally requires much less torque than a bowden extruder to extrude the filament by the recent finish. Higher responsiveness can produce cleaner prints – this interprets to much less stringing, oozing, or different artifacts on the floor end. A decrease torque requirement means you should utilize a smaller motor, or you should utilize the identical measurement motor at a decrease present setting.
The shorter distance can even make printing with versatile supplies (like Ninjaflex, Tender PLA, and TPU) simpler. Although many direct extruders require slight modification to particularly deal with versatile filaments, on the whole, direct extruders are higher suited to flexibles than bowden extruders are.
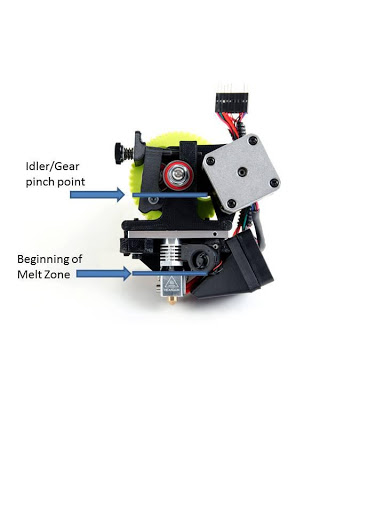
Technical notice: “Responsiveness” above is referring to the hysteresis, or lag, of the system. Direct extruders typically have much less/decrease hysteresis than bowden extruders. All different issues equal, the shorter the space between the loafer/gear pinch level and the soften zone, the decrease the hysteresis.
Direct Extruder Weaknesses
As a result of direct extruders are straight hooked up to the recent finish, its mass should be moved together with the recent finish. Transferring extra mass round means extra probability for backlash, overshoot, and body wobble (there are different issues, however these are crucial for the needs of this text). We gained’t get into technical particulars in regards to the particular mechanics concerned, however, to shortly illustrate, think about driving a automotive. It’s a lot simpler to cease in case your automotive weighs 2000lbs than if it weighs 4000lbs, proper? It’s additionally simpler to speed up and alter path, and it will get higher gasoline mileage.
The identical goes to your printer. Your printer firmware calculates acceleration, deceleration, and modifications in path for each half. Your firmware doesn’t know the way a lot your sizzling finish carriage weighs, how stiff your printer body is, or how tight your belts are. So, for those who don’t have good settings for acceleration and pace particular to your 3D printer, you might be more likely to expertise overshoot, backlash, body wobble (in addition to skipped or missed steps) with a direct extruder because of the elevated mass on the recent finish carriage. The added mass additionally necessitates extra motor present which generates extra warmth in your motors and on the motor drivers.
Mentioned in another way, with all different issues being equal, you’ll be able to print quicker, extra precisely, and extra exactly with a bowden extruder than with a direct extruder as a result of you’ll be able to speed up and decelerate quicker, in addition to change instructions extra precisely and exactly because of much less mass on the recent finish carriage.
This doesn’t imply that you could’t compensate for the added mass in your firmware and slice settings, however relying in your machine, it could positively be the limiting think about your print high quality and print pace.
Bowden Extruder Strengths
All the advantages of a bowden are associated to not having the added mass of the extruder physique (motor, loafer, gear, and so on) driving on the recent finish carriage. With all different issues being equal, a printer with a bowden extruder is ready to transfer and print quicker, extra precisely, and extra exactly than the identical printer with a direct extruder.
Bowden Extruder Weaknesses
Probably the most generally heard weak point of bowden extruders is expounded to retraction and stringing or oozing. The elevated distance between the loafer/gear pinch level and the recent finish will increase the hysteresis (lag) of the system. Most, if not all, of this may be adjusted for in slice settings and/or firmware changes, however we’ll depend it as a weak point for the sake of this text.
Bowden extruders have extra friction on the filament as a result of it has to journey a lot farther from the loafer/gear pinch level to the recent finish. This will necessitate using a geared extruder for further torque. The elevated friction can even make printing versatile filaments tougher.
That stated, this looks as if an applicable time to deal with the versatile filament subject.
Versatile Filaments
You’ll typically see or hear that you could’t print flexibles with bowden extruders. That is plainly unfaithful. It’s additionally not true that direct extruders can print with flexibles just because they’re direct. Whereas direct extruders can extra simply print flexibles for the explanations defined above, there’s actually only one factor essential to efficiently print versatile filaments on both sort of extruder – a completely constrained path from the loafer/gear pinch level to the recent finish.
This illustration exhibits an unconstrained extruder and the difficulty that versatile filaments have in them.
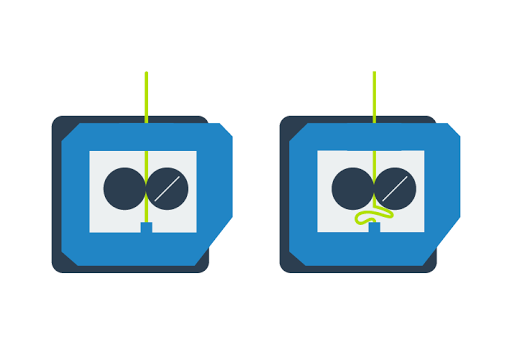
Typical extrusion conduct with inflexible materials (left) vs versatile materials (proper)
That is true for each direct and bowden sorts. If there’s any room for the filament to go, it is going to ultimately achieve this, bind up, jam and trigger a failed print.
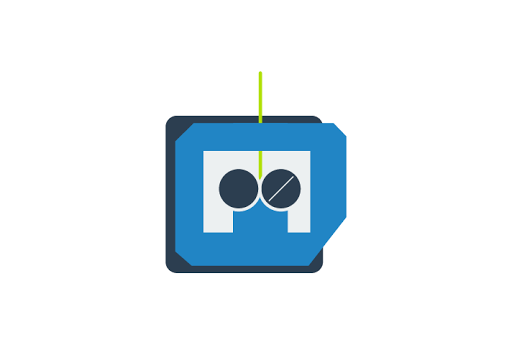
Absolutely constrained extruder gives applicable
steerage for versatile filaments
This picture exhibits a completely constrained extruder that might have the ability to efficiently print versatile filaments.
There’s nowhere for filament to go as soon as it passes by the loafer/gear pinch level.
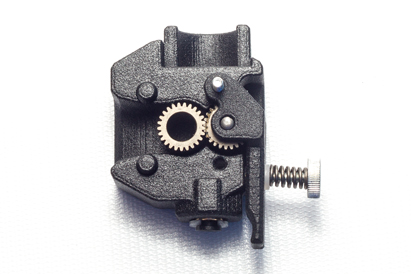
This can be a disassembled BondtechQR extruder. It’s a geared extruder that may be configured both as a direct or bowden, and has a completely constrained filament path. It’s accessible for 1.75mm and 3mm filaments. Discover the “wedge” that extends as much as the pinch level on each the out and in feeds within the filament path. It’s a superb extruder, able to extruding any filament at the moment accessible.

{kind=link}
See the ‘wedge’ on the BondtechQR extruder, this gives assist to the filament when extruding and is nice for versatile materials.
So which one is greatest?
That basically depends upon just a few issues apart from the extruder. What sort of printer do you might have? Cartesian or Delta? Do you intend to print a whole lot of versatile supplies? Do you wish to print as quick as doable whereas nonetheless sustaining accuracy?
Deltas don’t do nicely with added mass on the effector, so they’re higher suited with bowdens. In case your Cartesian machine isn’t very inflexible, you’ll probably be nicely served with a bowden. If in case you have a extremely inflexible, well-tuned cartesian, and pace isn’t tremendous essential, you’ll probably get nice outcomes with a direct.
Regardless of the case, direct and bowden extruders are each going to be round for whereas, and neither is inherently higher than the opposite. We hope this text helped get rid of confusion and supplied sufficient data so that you can resolve which is the higher possibility to your particular printer and necessities.
Comfortable Printing!