

Understanding your 3D printer’s limitations and the way these could affect the design and manufacturing of 3D printed elements will information you alongside the trail of manufacturing the best high quality merchandise.
Most customers of Fused Filament Fabrication (FFF) 3D printing expertise perceive that the decision on completed prints / elements is often 100 microns or better with some producers claiming printer decision of fifty microns.

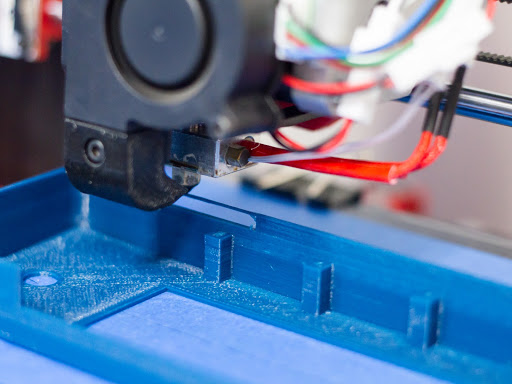
Determine 1: Printing the Dimension Accuracy Mannequin
Decision is just one standards that skilled customers apply to find out the standard and worth of a 3D printer. In an annual competitors, Make Journal convenes a Digital Fabrication Shootout to evaluate the standard of machines at totally different value factors. Make’s testing standards is beneficial for any proprietor or person of a 3D printer to find out the tolerances and high quality of their gear.
The factors and corresponding Take a look at Print Fashions run the gamut from precision / accuracy and end to machine capabilities. There are 9 main components to contemplate in the course of the testing of your 3D printer. These components are listed beneath and expanded upon with causal particulars and strategies of mitigation with a purpose to produce the best high quality fashions and elements.
Dimensional Accuracy
Dimensional accuracy is nothing greater than demonstrating that your completed print / half possesses the identical dimensions of the unique half or design. That is usually problematic when the bottom or backside of an element is subsequent to the mattress. Warmth and curing could trigger warping and sometimes the preliminary base layer of a print is programmed with extrusion charges in extra of 100% to make sure that the half adheres to the mattress (See Figures 1 and a couple of). This ends in a wider preliminary layer and with ensuing dimensions better than designed. Many customers try and mitigate this concern by using a raft base earlier than printing the primary layer of the particular half.
One must also take into account the implications of infill on the finished half. With 100% infill, the quantity of fabric when cured could overlap or lengthen the completed half past the specified dimensions. There may be additionally a possibility for warping in the course of the curing course of. From expertise, a MatterControl infill setting at 85% works finest for a top quality most infill.
Lastly, bear in mind that the layer peak set for the z-axis has a direct correlation to dimensional accuracy within the z-direction. Typically occasions, the most effective technique to make sure dimensional accuracy is to print at a layer peak of 100 microns and to set the perimeter speeds between 15 – 30 mm/s.

Determine 2: Instance of Over Extrusion and Warping
Horizontal Floor End
Subsequent to warping and stringing, floor end is the attribute most observed by the top person. Floor end is commonly materials particular with PLA having a notoriously poor floor end. One technique to enhance the horizontal floor end is to decrease the highest / backside layer extrusion speeds to inside 15 – 30 mm/s. It could additionally assist to extend the depend of high / backside layers to 5 to make sure a clean end (See Determine 3). Submit processing will be an efficient instrument to enhancing floor finishes. Supplies akin to ABS are simply sanded and sealed and a shiny end could also be produced by an Acetone Vapor Smoothing course of. Simply keep in mind that most 3D printed elements as a part of an finish product are sometimes put up processed.

Determine 3: Discover the Roughness of the End As a result of Layer Top Floor Angle
Vertical Floor End
High quality vertical floor finishes are a direct results of layer peak, nozzle diameter and perimeter extrusion speeds. Growing the variety of perimeter layers would in all probability not have an effect on the floor end within the z-direction, however printer extrusion velocity and layer peak ought to be adjusted for the most effective end. Additionally, have in mind the kind of supply materials that you’re utilizing when adjusting the extrusion velocity and preserve your layer heights between 100 – 200 microns. As all the time, put up processing will improve the floor end of a top quality half or finish product (See Figures 4 – 6).

Determine 4: Discover That the End on Sharp Angles is Not as Easy as on Curves

Determine 5: Curved Surfaces are Normally Smoother

Determine 6: Angled and Curved Surfaces
Overhangs
Overhangs are the bane of designers and engineers when creating fashions for 3D printing. The prevailing steering is both to place the half so there aren’t any overhangs or to supply precise or 3D printed helps within the z-direction as soon as printing begins. When 3D printing with overhangs, the most effective steering to recollect the 45 diploma rule. Most printers can print overhangs as much as 45 levels with little points, however angles as much as 70 levels could also be achieved when you’ve got your 3D printer dialed in (See Determine 7). Moreover a layer peak discount and a decrease extrusion velocity could help in printing angles better than 45 levels. One other technique of mitigating the overhang situation is to design in chamfers or fillets on the strong mannequin. This can help the printer in adjusting for the overhang hole. Ultimately, trial and error whereas adjusting layer peak and extrusion velocity will reveal the utmost overhang angle that your printer will be capable to efficiently mitigate.

Determine 7: Discover the Roughness of the End at 60-Plus Diploma Angles
Retraction Efficiency
Stringing is a visual and put up processing nightmare. It’s most frequently obvious when trying to print multiple mannequin or half concurrently or when a mannequin or half has giant gaps or adverse house. Stringing is a direct results of the retraction size and velocity settings for a selected print (See Determine 8). Nonetheless, don’t be dismayed. A useful reference information on retraction and tips on how to mitigate stringing could also be discovered at Retraction: Simply say “No” to Oozing.
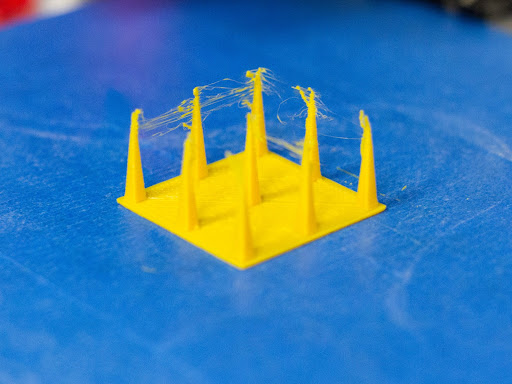
Determine 8: Instance of Stringing As a result of Retraction
Bridging
Bridges are printed flat sections that cross open spans within the mannequin. Printing bridges is one thing of an “artwork” and plenty of fans make movies of distances that they have been in a position to span on their printers in a typical “are you able to beat that” bravado. With most bridges whereas printing at common speeds, a span of 50mm is frequent. Nonetheless, some printers can do even longer spans and the size of the span might also be depending on the kind of materials used. When bridging, preserve the extruder velocity between 20 – 30 mm/s. The default setting for bridges in MatterControl is 20 mm/s (See Determine 9). Simply keep in mind that the quicker the velocity, the better the possibilities are for filament sags. Trial and error is the modus operandi for this course of as you slowly synch your machine with the optimum supplies and speeds.
Determine 9: Instance of Bridging
Unfavorable Area Tolerance
One other thorn within the sides of designers and engineers is the adverse house tolerance situation. This actually comes into play when trying to hitch prints or elements collectively into one meeting. Unfavorable house dimensions are materials particular and are affected by curing and floor end. Many of those points could also be mitigated by design, however trial and error along with your particular machine will often offer you a transparent path ahead (See Figures 10 and 11). For extra info on this topic, be happy to confer with the reference article MatterHackers Lab: Design 3D Printed Assemblies.

Determine 10: Unfavorable Area Take a look at Mannequin With a Unfavorable Area of .2 and .3mm
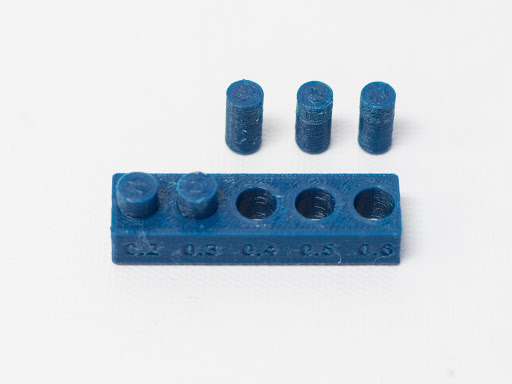
Determine 11: Discover That the Two Pins Printed Have been Not Capable of be Eliminated
Z-Wobble
Z-wobble is solely a mechanical situation and is probably attributable to out-of-tolerance mechanical elements and / or improper machine calibration (See Determine 12). It’s prevalent with Cartesian kind printers, particularly these with twin z-axis ball screws. Cantilever stiffness additionally performs into the wobble phenomena as usually Cartesian printers have a variety of “play” within the printer carriage itself. So as to mitigate this situation, make it possible for your extruder and printer carriage are moderately stiff and that the carriage traverses alongside the cantilever in a stage method. In different phrases, make it possible for your machine is stage and calibrated accurately. Some elements over time will put on, so make it possible for the screws / ball screws and bearings are maintained, lubricated and in good situation. If there was some put on, it’s possible you’ll wish to exchange the elements. In case you hear any grinding or sounds of friction, you should definitely revisit part and mattress leveling processes. The reference article Find out how to Calibrate Your Extruder will lead you thru the calibration course of for extrusion.
The appearance of Delta printers solves or no less than mitigates the z-wobble situation. Z-wobble is virtually eradicated on a Delta printer as a result of much less weight on the extruder housing and in using three towers from which to droop the extruder. Most Delta printers make the most of the Bowden resolution which retains the extruder motor off of the carriage. This elegant resolution has improved upon lots of the points related to an ordinary Cartesian printer.
")
{kind=link}
Determine 12: Instance of Z-Wobble (Picture courtesy of Danie Grobbelaar)
Assist Materials
When you’ve got been 3D printing for quite a few years, you’ll know and perceive the challenges of including and using help materials. Older slicing options have been infamous for printing help materials that was nearly not possible to take away, with some helps truly adhering and melting to the half itself. Immediately’s controllers present a help resolution that’s a lot simpler to take away and sometimes locations “air gaps” between the precise half and the supplies forming the helps. For a base setting in MatterControl, make the most of the ten% infill setting of line patterns at 2.5mm intervals in producing helps. Additionally, embrace a raft (the article Printing with a Raft supplies background info) with the helps to make sure that the help materials adheres to the print mattress. An “air hole” of .3mm is the default, however it’s possible you’ll wish to modify this setting on an as wanted foundation. Be at liberty to extend the infill settings and reduce the intervals do you have to want extra help all through the mannequin. The aim of helps is to supply sufficient materials so that every one sides of the mannequin could also be printed coupled with ease of elimination of the help materials as soon as the print is completed. For these with twin extruder printers, it’s possible you’ll wish to make the most of help filament to incorporate HIPS and / or PVA in one of many two extruders whereas printing.
In abstract, the standard of your 3D printed elements hinges simply as a lot on understanding your machine’s tolerances and capabilities because it does on print mattress leveling, machine part leveling, machine calibration and the design and positioning of the mannequin / half for printing. Printing the Take a look at Print Fashions in your machine with totally different supplies and settings will be sure that you already know your machine’s capabilities and the place your tolerances could also be adjusted. This like all good issues in life will take time, so step again and benefit from the journey. You’re a grasp creator and your abilities and capabilities will produce distinctive elements and merchandise for all to take pleasure in.